Call us now :08071930354

 Send Inquiry
Send InquiryIndustrial Motorised Mobile Racks
MOQ : 1 Unit
Industrial Motorised Mobile Racks Specification
- Usage
- Industrial
- Material
- Mild steel
- Capacity
- Customizable as per requirement
- Product Type
- Motorised Mobile Racks
- Shape
- Rectangular
- Color
- Blue
- Application
- Industrial
- Power
- 1-3 HP
- Voltage
- 220-380 V
- Additional Product Specifications
- Mobility
- Motorised Rail Driven
- Finish
- Powder Coated
- Load per Level
- Up to 3000 kg
- Corrosion Resistance
- Yes
- Number of Shelves
- Customisable
- Automation Grade
- Semi-Automatic/Automatic
- Temperature Resistance
- -10C to +50C
- Mounting Type
- Floor Mounted
- Operation Mode
- Electrical Motorised
Industrial Motorised Mobile Racks Trade Information
- Minimum Order Quantity
- 1 Unit
- Payment Terms
- Cash in Advance (CID)
- Supply Ability
- 100 Units Per Month
- Delivery Time
- 2-10 Days
- Main Domestic Market
- All India
About Industrial Motorised Mobile Racks
Discover our masterful Industrial Motorised Mobile Racks, offered at a reduced price and designed for sought-after efficiency in demanding environments. With a pristine powder-coated finish and motorised, rail-driven mobility, these racks promise seamless, instantaneous checkout for inventory management. Each rectangular, floor-mounted unit supports up to 3000 kg per level and boasts customisable shelves, holding up against corrosion and temperature extremes (-10C to +50C). Engineered from superior mild steel, theyre available in blue, fit industrial applications, and are supplied directly from leading manufacturers and suppliers across India.
Optimal Use and Application Areas
Industrial Motorised Mobile Racks are engineered for heavy-duty industrial storage and quick access to inventory. Ideal for warehouses, manufacturing facilities, and distribution centers, they facilitate organised storage with motorised mobility for effortless repositioning. Crafted from mild steel, they feature corrosion resistance and a rugged, long-lasting powder-coated finish. Designed for floor mounting, these racks endure rigorous industrial environments and can handle temperature variations between -10C and +50C. Shelving configurations and load capacities are fully customisable to meet your precise storage needs.
Sample Availability, Policy, and Delivery Details
Sample units of Industrial Motorised Mobile Racks are available upon request, allowing your team to assess quality and compatibility in real settings. Our flexible sample policy is tailored to meet your specific needs, ensuring satisfaction before bulk orders. We collaborate with reliable transport services and manage freight logistics efficiently to guarantee timely deliveries. Typical delivery periods are coordinated as per your schedule, ensuring that racks arrive intact and ready to be supplied across India.
Optimal Use and Application Areas
Industrial Motorised Mobile Racks are engineered for heavy-duty industrial storage and quick access to inventory. Ideal for warehouses, manufacturing facilities, and distribution centers, they facilitate organised storage with motorised mobility for effortless repositioning. Crafted from mild steel, they feature corrosion resistance and a rugged, long-lasting powder-coated finish. Designed for floor mounting, these racks endure rigorous industrial environments and can handle temperature variations between -10C and +50C. Shelving configurations and load capacities are fully customisable to meet your precise storage needs.
Sample Availability, Policy, and Delivery Details
Sample units of Industrial Motorised Mobile Racks are available upon request, allowing your team to assess quality and compatibility in real settings. Our flexible sample policy is tailored to meet your specific needs, ensuring satisfaction before bulk orders. We collaborate with reliable transport services and manage freight logistics efficiently to guarantee timely deliveries. Typical delivery periods are coordinated as per your schedule, ensuring that racks arrive intact and ready to be supplied across India.
FAQs of Industrial Motorised Mobile Racks:
Q: How is the Industrial Motorised Mobile Rack operated?
A: The rack is electrically motorised, enabling users to move entire shelving units along floor-mounted rails with minimal effort, streamlining access and space usage.Q: What are the primary benefits of using these racks in industrial settings?
A: They offer space optimisation, quick and safe inventory access, custom load capacities, and pristine durability even in demanding environments, enhancing workflow and storage efficiency.Q: Where can these racks be installed?
A: These racks are ideal for industrial spaces such as warehouses, manufacturing units, logistics hubs, and distribution centers that require high-density, organised storage solutions.Q: What is the process for ordering a customised rack system?
A: You can specify your racks size, number of shelves, and desired load capacity. Once requirements are finalised, manufacturing begins, followed by coordinated supply and delivery to your location.Q: When can I expect delivery after placing an order?
A: Delivery times depend on rack customisation and quantity, but typical orders are processed and arranged for freight transport to your site within a mutually agreed timeframe.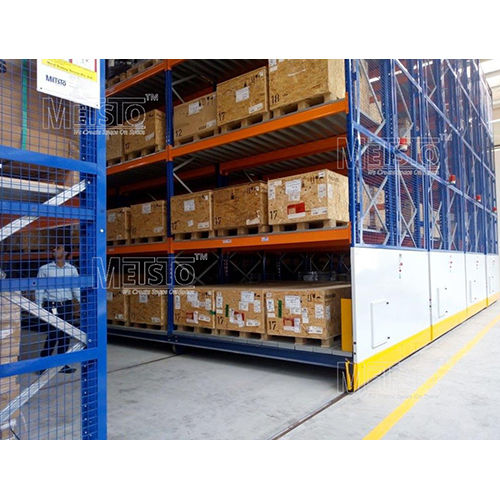
Tell us about your requirement

Price:
Quantity
Select Unit
- 50
- 100
- 200
- 250
- 500
- 1000+
Additional detail
Mobile number
Email

More Products in Mobile Racks Category

Metal Mobile Racks
Minimum Order Quantity : 1 Unit
Capacity : 5001000 kg per rack
Color : Gray
Application : Industrial Storage
Shape : Rectangular
Power : Electric Operated

Industrial Mobile Racks
Minimum Order Quantity : 1 Unit
Capacity : 150500 Kg per rack (customizable)
Color : Blue
Application : Industrial
Shape : Rectangular
Power : Electric operated (motorized mechanism)

Motorised Mobile Racks
Minimum Order Quantity : 1 Unit
Capacity : Heavyduty load bearing
Color : Multicolour
Application : Industrial Storage
Shape : Rectangular
Power : Motorised

Steel Mobile Racks
Minimum Order Quantity : 1 Unit
Capacity : High loadbearing (customizable as per requirements)
Color : Gray
Application : Industrial storage and organization
Shape : Rectangular
Power : Manual or Mechanized (as per model)
Our Products


Plot No. 409, 11th Cross, 4th Phase, Peenya Industrial Area, Bengaluru - 560058, Karnataka, India

Mr Rakesh
(Manager)
Mobile :08071930354
 Send Inquiry
Send Inquiry Send SMS
Send SMS Call Me Free
Call Me FreeDeveloped and Managed by Infocom Network Private Limited.
